
Продукция












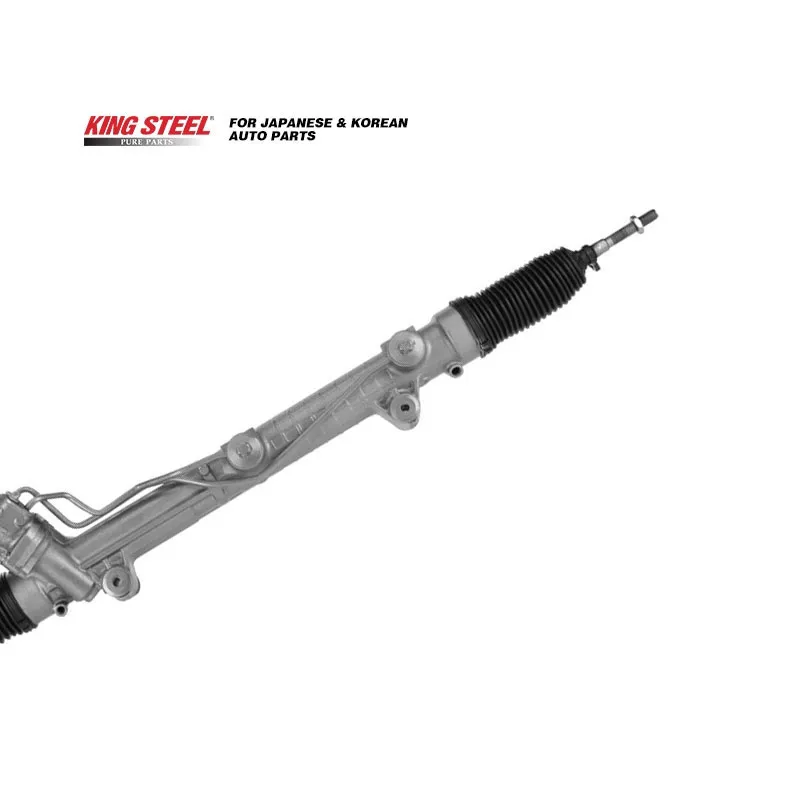
В наличии OEM 43560-26010 Автозапчасти Передний мост Коробка передач Левый правый подшипник ступицы колеса для TOYOTA Hiace Commuter Regius Van
Информация о продукте Фирменное наименование Кингстил Наименование продукта Рулевая рейка Модель автомобиля для TOYOTA Hiace Commuter Regius Van Минимальный заказ 10 ШТ Преимущество Японская технология Гарантия 1 год Образец Доступный Цена Вести...
Описание
маркер
Информация о продукте
| Фирменное наименование | Кингстил |
| Наименование продукта | Рулевая рейка |
| Модель автомобиля | для TOYOTA Hiace Commuter Regius Van |
| Минимальный заказ | 10 ШТ |
| Преимущество | Японская технология |
| Гарантия | 1 год |
| Образец | Доступный |
| Цена | Вести переговоры |
| Статус | В наличии |
| Материал | Сталь |
| Приложение | Запчасти для автомобильной подвески |
| Номер OEM | 43560-26010 |
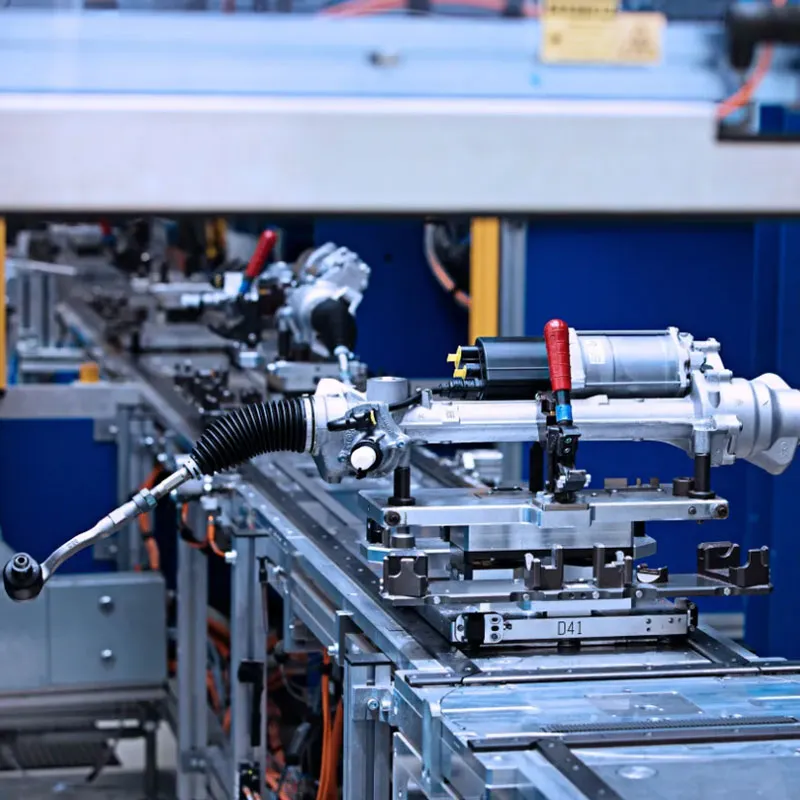
Процесс производства автомобильных колесных ступиц варьируется в зависимости от материала и технологий изготовления. На примере обычной алюминиевой колесной ступицы основная последовательность производства выглядит следующим образом:
1. Плавка и рафинирование: сырье из алюминиевого сплава помещается в плавильную печь, где плавка осуществляется при точном контроле температуры. Расплавленный алюминий подвергается рафинированию с помощью газового или флюсового метода для удаления примесей и газов, что повышает его чистоту.
2. Литье под низким давлением: с использованием поддержательной печи в качестве плавильной ванны рафинированный расплавленный алюминий поддерживается в стабильном состоянии с хорошей текучестью. Литьевая машина под низким давлением впрыскивает расплавленный алюминий в форму, где он затвердевает при определенных условиях давления и температуры, образуя заготовку ступицы колеса.
3. Рентгеновский контроль: с помощью промышленных систем визуализации в реальном времени проводится внутренняя проверка качества заготовок колес для выявления любых дефектов.
4. Термообработка: заготовки колес подвергаются термической обработке с последующим старением (обработка T6) для усовершенствования микроструктуры и улучшения свойств, повышения прочности и вязкости.
5. Обработка: с помощью одноосевых вертикальных или горизонтальных токарных станков с ЧПУ, высокоточных обрабатывающих центров с ЧПУ и аналогичного оборудования ступица подвергается токарной, сверлильной, фрезерной и другой механической обработке для обеспечения точности размеров и качества поверхности в соответствии с проектными спецификациями.
6. Проверка динамической балансировки: динамическая балансировочная машина обнаруживает дисбаланс вращения в ступице колеса. На основании результатов добавляются балансировочные грузы для достижения оптимального равновесия.
7. Испытание на герметичность: ступица колеса проходит испытание на герметичность, чтобы гарантировать отсутствие утечки воздуха после монтажа шины, что обеспечивает безопасность вождения.
8. Покрытие: ступица колеса проходит предварительную обработку для удаления загрязнений и смазки с поверхности. Затем наносится грунтовка и верхний слой покрытия. Для повышения коррозионной стойкости и эстетической привлекательности могут применяться дополнительные процессы, такие как гальваника, полировка или щеточная обработка.
")
")
")
связаться с нами
Сопутствующие популярные продукты
Низкая цена Автомобильные запчасти для повышения производительности Рулевая рейка Рулевой редуктор Для MERCEDES-BENZ W164 1644600300 LHD
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

KINGSTEEL Автозапчасти Правый передний приводной вал для Mitsubishi Pajero V73 L 200 MONTERO MR453384
Информация о продукте Фирменное наименование Кингстил Наименование продукта Прив...

Правый нижний передний рычаг подвески для NISSAN Pulsar, Sentra, Sylphy, Tiida (арт. 54500-3ST0A) KINGSTEEL
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

KINGSTEEL OEM 43403-12040 Оптовая продажа автозапчастей Шарнир равных угловых скоростей Шарнир вала Alex CV Шарнир CV Внутренний для Toyota Corolla SED LB WG AE92 EE9 89-91
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

Оптовая продажа японского гидравлического рулевого редуктора для автомобилей Toyota HILUX VIGO FORTUNER 44200-0K080 44200-0K040 Lhd
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Лучшая цена Гидравлическая система автоматического рулевого управления Рулевой механизм Коробка рулевого управления с гидроусилителем Рулевая рейка с гидроусилителем Для MITSUBISHI L200 TRITON RHD 4410A604
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

KINGSTEEL OEM 48706-60040 4870660040 Оригинальные высококачественные китайские автозапчасти Втулка подвесного рычага для Toyota Land Cruiser FZJ100
Информация о продукте Фирменное наименование KINGSTEEL Наименование продукта Вту...

Амортизаторы Kingsteel (ООО Гуанчжоу Цзиньюй Автозапчасти) для корейских и японских автомобилей: Toyota, Mitsubishi, Hyundai, Suzuki, Nissan Patrol Y61, Mazda 3
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Автозапчасти бренда Kingstel Опоры двигателя Все опоры двигателя для Toyota Hyundai Honda Suzuki Mitsubishi Laxus Nissan Ford Chevrolet Isuzu
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Опо...

Задний левый амортизатор для NISSAN Primera, SUNNY II (N13) (арт. OEM 334057, 553033F001, 65517)
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Профессиональный автоэлектрический усилитель рулевого управления, рулевая рейка для MERCEDES-BENZ E 200 W211 E63 AMG 2114603200 LHD
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

KINGSTEEL OEM 44310-0K010 443100K010 Автозапчасти Оригинальный высококачественный гидравлический насос усилителя руля для TOYOTA HILUX TGN15 2TR
Информация о продукте Название бренда Kingsteel Название продукта Насос гидроуси...

Правый верхний передний рычаг подвески для Honda Elysion / Odyssey (арт. 51450-SFE-003, 51450-SJK-003, 51450-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Заводская цена Японский автомобильный запасной гидравлический авторулевой редуктор Рулевая рейка и шестерня для TOYOTA HIACE 44200-26520
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Оптовая продажа деталей подвески автомобиля Верхний нижний шаровой шарнир 40110-1LB0A 40160-1LB0A для Nissan Patrol Y62 VK56DE 2010 Левый Склад
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

KingSteel Китайский оптовый продавец Японские автозапчасти Высококачественный тормозной диск для Toyota Hiace TRH20# 212 22 LH20 05 43521-26190
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Тор...
-


-


-
-


-


WhatsApp

-
WeChat
