
Продукция






 (арт. OEM 334057, 553033F001, 65517)")
 (арт. OEM 334057, 553033F001, 65517)")
 (арт. OEM 334057, 553033F001, 65517)")
 (арт. OEM 334057, 553033F001, 65517)")
 (арт. OEM 334057, 553033F001, 65517)")
 (арт. OEM 334057, 553033F001, 65517)")
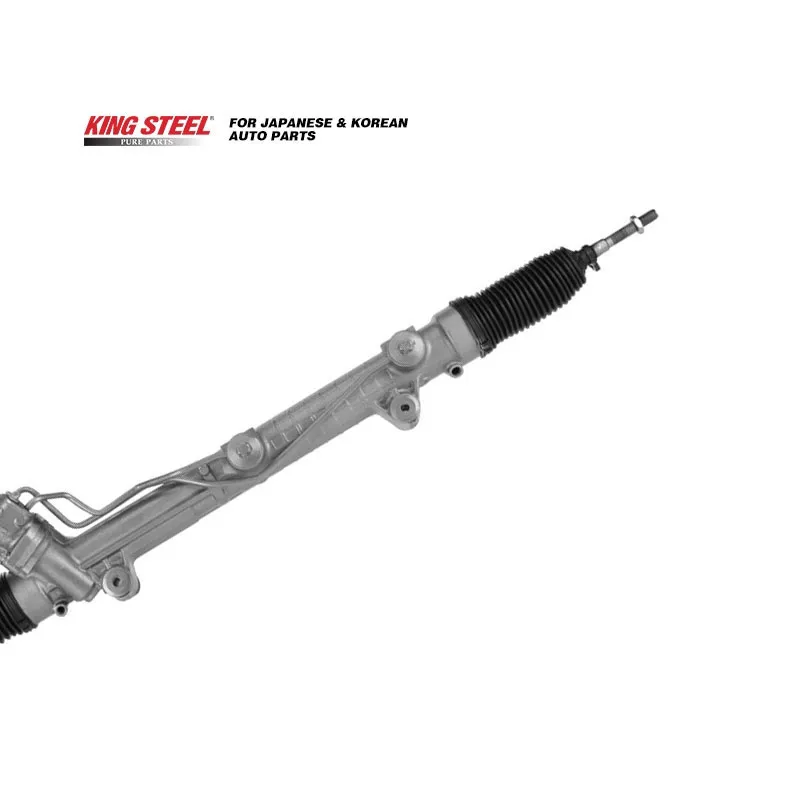
Задний левый амортизатор для NISSAN Primera, SUNNY II (N13) (арт. OEM 334057, 553033F001, 65517)
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амортизатор Модель автомобиля для NISSAN Primera, SUNNY II (N13) Минимальный заказ 10 шт Преимущество Японская технология Гарантия 1 год Образец Доступен Цена По запросу Статус В наличии Матер...
Описание
маркер
Информация о продукте
| Фирменное наименование | Kingsteel |
| Наименование продукта | Амортизатор |
| Модель автомобиля | для NISSAN Primera, SUNNY II (N13) |
| Минимальный заказ | 10 шт |
| Преимущество | Японская технология |
| Гарантия | 1 год |
| Образец | Доступен |
| Цена | По запросу |
| Статус | В наличии |
| Материал | Сталь |
| Применение | Запчасти для автомобильной подвески |
| Номер OEM | 334057 553033F001 65517 |
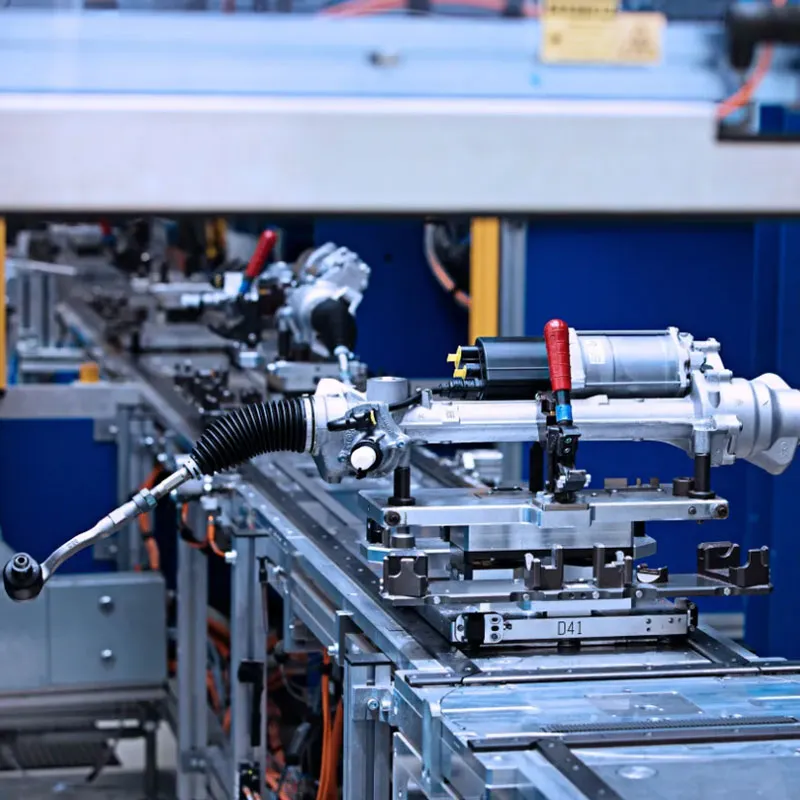
Производство амортизаторов (на примере гидравлических) требует технологических процессов, обеспечивающих баланс между точностью, герметичностью и долговечностью. Основные этапы включают: обработка компонентов → сборка → испытание характеристик. Конкретные шаги описаны ниже.
I. Процессы обработки основных компонентов
Ключевые компоненты амортизаторов (цилиндр, поршневой шток, клапанные узлы) должны соответствовать высоким требованиям к точности, так как процессы их обработки напрямую влияют на демпфирующие характеристики и срок службы.
а) Обработка цилиндра
Сырье: Бесшовные стальные трубы (например, сталь марки 20#).
Первичная обработка: Трубы подвергаются холодному волочению или горячей прокатке для обеспечения точности внешнего диаметра.
Чистовая обработка: Внутреннее отверстие проходит прецизионное растачивание с последующим хонингованием для достижения шероховатости поверхности Ra 0,2–0,4 мкм, что обеспечивает поверхность, близкую к зеркальной, и предотвращает износ уплотнений.
Защитное покрытие: Проводится фосфатирование или гальваническое покрытие (например, твердое хромирование) для повышения коррозионной стойкости и износостойкости внутренней стенки.
б) Обработка поршневого штока
Материал: Высокопрочная круглая сталь (например, марки 45#, 20CrMo).
Термообработка: Заготовка подвергается термообработке (закалка с последующим высокотемпературным отпуском) для достижения требуемой твердости (HRC 28–32).
Механообработка: Внешний диаметр обрабатывается методами чистового точения и шлифовки для обеспечения высокой соосности (допуск ≤ 0,02 мм).
Покрытие и финишная обработка: Наносится слой твердого хрома, после чего проводится полировка для предотвращения повреждения маслосъемных уплотнений во время работы.
в) Обработка поршневого/нижнего клапана
Клапанные пластины: Изготавливаются из тонколистовой стали (например, 65Mn) методом штамповки с последующей термообработкой для обеспечения необходимой упругости.
Корпус клапана: Обрабатывается на токарных станках с ЧПУ для обеспечения точного зазора с клапанными пластинами (типичный зазор 0,05–0,1 мм). Слишком большой зазор ведет к утечке масла, слишком малый — влияет на регулировку демпфирования.
II. Процесс сборки (обеспечение герметичности и работоспособности)
Сборка осуществляется в условиях чистовой зоны (для исключения попадания загрязнений в гидравлическую полость) с фокусом на надежности уплотнения и стабильности демпфирования.
1. Подготовка к сборке
Все компоненты проходят ультразвуковую очистку для удаления остатков смазки и металлической стружки с последующей сушкой.
Уплотнительные элементы (маслосъемные сальники, уплотнительные кольца, обычно из нитрильного или фторкаучука) покрываются специальной консервационной смазкой (например, литиевой) для защиты от повреждений при монтаже.
2. Внутренняя сборка цилиндра
Установка нижнего клапана: Клапанный узел запрессовывается в нижнюю часть цилиндра и фиксируется методом клепки.
Заправка маслом: В цилиндр заливается гидравлическая жидкость для амортизаторов (специальное минеральное масло, прошедшее фильтрацию). Объем должен быть строго дозирован (допуск ±5 мл), так как отклонение ведет к нарушению характеристик демпфирования.
Установка поршневого узла: Поршень со штоком аккуратно устанавливается в цилиндр, обеспечивая их соосность для предотвращения перекоса и задиров.
Установка сальника: С помощью пресса устанавливается и равномерно обжимается уплотнительная крышка (сальник). Степень обжатия сальника должна соответствовать техтребованиям (обычно 0,3–0,5 мм) для гарантии герметичности.
3. Сборка внешних компонентов
Крепление проушин: Верхняя и нижняя проушины амортизатора соединяются сваркой или резьбовым соединением. Сварные швы зачищаются от окалины и пор.
Установка защитных элементов: Монтируется пыльник. Для некоторых моделей также устанавливается чашка пружины, обеспечивающая равномерное распределение нагрузки от витой пружины.
III. Испытания характеристик и контроль качества
Каждый амортизатор проходит серию испытаний для отсева некондиционных изделий.
1. Испытание на герметичность
Проводится опрессовка (например, создается давление 0,8 МПа, выдерживается 5 минут) с контролем падения давления и визуальным осмотром на предмет течи.
Продукция премиум-класса дополнительно проходит испытания на герметичность в термокамере (в диапазоне от -40 °C до +120 °C) для имитации экстремальных условий.
2. Испытание демпфирующих характеристик
На испытательном стенде имитируются циклы сжатия и отбоя с разными скоростями (например, 0,1–1 м/с). Измеряется развиваемое усилие (например, при сжатии 200–500 Н, при отбое 300–600 Н). Отклонение от паспортных значений более чем на ±5% считается недопустимым.
3. Испытание на долговечность (ресурсные испытания)
Выборочные образцы проходят циклические испытания на усталость (например, 100 000 непрерывных циклов). После испытаний проводится разборка для контроля состояния уплотнений и клапанов, а также повторная проверка демпфирующих характеристик.
4. Контроль внешнего вида и геометрии
Проверяется качество защитно-декоративного покрытия (электрофоретический лак) на однородность и отсутствие дефектов.
Критические размеры (длина штока, диаметр отверстия проушины) контролируются штангенциркулем или микрометром.
IV. Особенности процессов для специальных типов амортизаторов
Пневмоподвеска (воздушная подвеска): Дополнительные этапы включают сборку пневмоподушек (пневмобаллонов) и сварку узла пневмоклапана управления. Обязателен контроль герметичности пневмосистемы (испытание на утечку в течение 24 часов).
Амортизаторы с электромагнитным регулированием (магнитореологические): Требуется установка электромагнитных катушек, при этом обмотка катушек должна быть выполнена равномерно (во избежание неоднородности магнитного поля). Дополнительно проверяется быстродействие системы (время отклика на изменение тока, например, ≤ 0,1 с).
Таким образом, суть производственного процесса амортизаторов заключается в соблюдении трех принципов: высокоточная обработка, надежная герметизация и строгий контроль испытаний. Нарушение любого из этих этапов может привести к таким проблемам, как утечка жидкости или отказ демпфирования, что напрямую влияет на комфорт и безопасность движения.
")
")
")
")
")
")
связаться с нами
Сопутствующие популярные продукты

Оптовая продажа японского гидравлического рулевого редуктора для автомобилей Toyota HILUX VIGO FORTUNER 44200-0K080 44200-0K040 Lhd
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Оптовая продажа деталей подвески автомобиля Верхний нижний шаровой шарнир 40110-1LB0A 40160-1LB0A для Nissan Patrol Y62 VK56DE 2010 Левый Склад
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

Оптовая цена Автомобильный гидравлический усилитель рулевого управления Реечная рулевая коробка для MERCEDES-BENZ W211 S211 2114602400 211 460 24 00
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Задний правый газовый амортизатор для NISSAN Primera (арт. 334056, 5530072JR6, 65516) ООО Гуанчжоу Цзиньюй Автозапчасти
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Амортизатор подвески OEM 48540-06400 для LEXUS ES240, ES350, TOYOTA Camry
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...
Низкая цена Автомобильные запчасти для повышения производительности Рулевая рейка Рулевой редуктор Для MERCEDES-BENZ W164 1644600300 LHD
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Правый верхний передний рычаг подвески для Honda Elysion / Odyssey (арт. 51450-SFE-003, 51450-SJK-003, 51450-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Правый нижний передний рычаг подвески для Nissan Kicks, Micra, Versa, Sedan (арт. 54500-5RB0C, 54500-5RA0D, 54500-5RL1A, 54500-5RL1B) | KINGSTEEL
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Kingsteel Car Parts Автомобильный водяной насос для Toyota Prius ZVW40 50 2015 161A0-29015 Водяной насос
Информация о продукте Фирменное наименование Кингстил Наименование продукта Водя...

Лучшая цена Гидравлическая система автоматического рулевого управления Рулевой механизм Коробка рулевого управления с гидроусилителем Рулевая рейка с гидроусилителем Для MITSUBISHI L200 TRITON RHD 4410A604
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Запасные части автомобилей высшего качества Марка 58001-4AA26 58101-26A00 58101-39A20 Передние керамические тормозные колодки для HYUNDAI H100 1997-2000 Полуметаллические тормозные колодки
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Тор...

Elysion (арт. 51460-SFE-003, 51460-SJK-003, 51460-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

KingSteel Оптовая торговля автозапчастями Автозапчасти для Nissan Kia Ford Hyundai Mazda Mitsubishi Chevrolet Kia Suzuki Honda Toyota Parts
Информация о продукте Фирменное наименование КingSteel Наименование продукта Авт...

Амортизаторы Kingsteel (ООО Гуанчжоу Цзиньюй Автозапчасти) для корейских и японских автомобилей: Toyota, Mitsubishi, Hyundai, Suzuki, Nissan Patrol Y61, Mazda 3
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Топливный насос KINGSTEEL OEM 0580453484 0580454001 E2068 2068 Высококачественный универсальный топливный насос для Bosch Chevrolet Optra Aveo
Информация о продукте Фирменное наименование Кингстил Наименование продукта Топл...

KINGSTEEL OEM 48706-60040 4870660040 Оригинальные высококачественные китайские автозапчасти Втулка подвесного рычага для Toyota Land Cruiser FZJ100
Информация о продукте Фирменное наименование KINGSTEEL Наименование продукта Вту...
-


-


-
-


-


WhatsApp

-
WeChat
