
Продукция













Заводская цена Японский автомобильный запасной гидравлический авторулевой редуктор Рулевая рейка и шестерня для TOYOTA HIACE 44200-26520
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рулевая рейка Модель автомобиля для TOYOTA HIACE Минимальный заказ 2 шт Преимущество Японская технология Гарантия 1 год Образец Доступен Цена По запросу Статус В наличии Материал Сталь Приме...
Описание
маркер
Информация о продукте
| Фирменное наименование | Kingsteel |
| Наименование продукта | Рулевая рейка |
| Модель автомобиля | для TOYOTA HIACE |
| Минимальный заказ | 2 шт |
| Преимущество | Японская технология |
| Гарантия | 1 год |
| Образец | Доступен |
| Цена | По запросу |
| Статус | В наличии |
| Материал | Сталь |
| Применение | Детали рулевого управления |
| Номер OEM | 44200-26520 |
Контроль качества рулевой рейки
Как ключевой компонент рулевой системы, рулевые рейки подвергаются контролю качества, ориентированному на точность, прочность и плавность работы, который охватывает весь процесс:
1. Контроль сырья
Используются легированные стали, такие как 20CrMnTi. Их состав проверяется с помощью спектрального анализа для обеспечения соответствия стандартам.
Проверяется прочность на разрыв (≥1080 МПа) и твердость (HRC 58-62) основного материала для устранения дефектов, таких как включения и трещины, и обеспечения базовых эксплуатационных характеристик.
2. Контроль производственного процесса
Обработка зубьев: С помощью зубомерного центра проверяется точность шага зубьев (≤IT7) и шероховатость поверхности зубьев (Ra ≤ 0,8 мкм) для предотвращения шума при зацеплении.
Термообработка: Контролируются температура цементации и закалки (920–950 °C) и скорость охлаждения, чтобы обеспечить глубину закаленного слоя на зубьях (0,8–1,2 мм).
Обработка поверхности: На вал рейки наносится фосфатирование и защитное покрытие. Коррозионная стойкость подтверждается испытанием в солевом тумане (требование: ≥500 часов).
3. Испытания готового изделия
Испытание рабочих характеристик: Проводятся испытания на усталостную прочность (≥100 000 циклов) в условиях, имитирующих работу рулевого управления, для проверки прямолинейности рейки (≤0,1 мм/м).
Контроль сборки: Проводятся испытания на совместимость с корпусом рулевого механизма и рулевой тягой для обеспечения плавного хода без заклинивания. Отклонение момента сопротивления при холостом ходе не должно превышать 5%.
Выборочный контроль: 10% каждой партии отбирается случайным образом для проведения испытаний рулевого управления под нагрузкой с целью проверки точности рулевого управления и самовозврата в нейтральное положение.
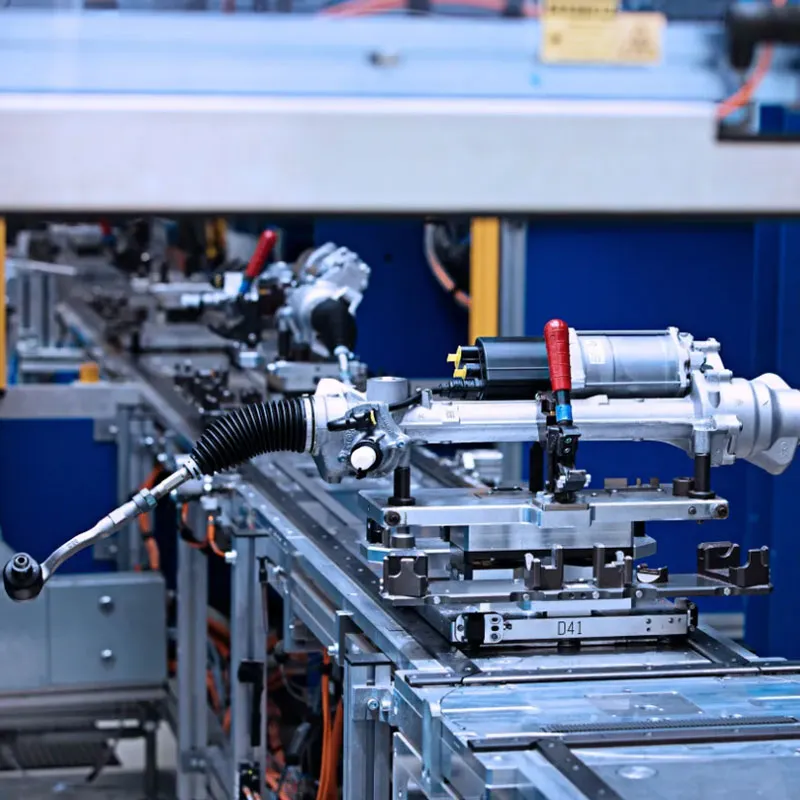
Процесс производства рулевой рейки
Производство рулевой рейки включает в себя несколько прецизионных процессов, сфокусированных на формовке заготовки — обработке зубьев — улучшении характеристик — сборке. Рабочий процесс выглядит следующим образом:
1. Подготовка исходного материала
Выбираются круглые прутки из сплава, например 20CrMnTi.
Заготовки нарезаются на фиксированную длину с помощью лентопильного станка.
Проводится черновая шлифовка наружного диаметра на бесцентрово-шлифовальном станке для удаления окалины.
Выполняется неразрушающий контроль (вихретоковый/ультразвуковой) для выявления внутренних дефектов (трещин, включений) и подтверждения соответствия материала спецификациям.
2. Обработка зубьев
Черновая обработка: На зубофрезерном станке предварительно формируется профиль зубьев с припуском 0,2–0,3 мм.
Чистовая обработка: На зубодолбежном станке достигается окончательная точность шага зубьев (класс IT7) и шероховатости поверхности (Ra ≤ 0,8 мкм).
Для высокоточных применений дополнительно выполняется хонингование поверхности зубьев на хонинговальном станке для улучшения плавности зацепления.
3. Улучшение характеристик
Термообработка: Применяется процесс цементации с последующей закалкой (920–950 °C) и низкотемпературного отпуска (180–200 °C). Это обеспечивает глубину упрочненного слоя 0,8–1,2 мм и твердость HRC 58-62.
Нанесение защитных покрытий: Вал подвергается фосфатированию для улучшения адгезии, после чего наносится антикоррозионное покрытие. Для некоторых моделей выполняется хромирование для повышения износостойкости.
4. Окончательная обработка, сборка и складирование
Наружный диаметр вала рейки точно шлифуется до проектных размеров, проверяется его прямолинейность (≤0,1 мм/м).
Проводится сборка с корпусом рулевого механизма и рулевыми тягами, проверяется плавность хода.
После прохождения комплексной проверки характеристик изделие маркируется и размещается на складе готовой продукции.
")
")
")
")
")
")
")
связаться с нами
Сопутствующие популярные продукты

KINGSTEEL OEM 48706-60040 4870660040 Оригинальные высококачественные китайские автозапчасти Втулка подвесного рычага для Toyota Land Cruiser FZJ100
Информация о продукте Фирменное наименование KINGSTEEL Наименование продукта Вту...

KINGSTEEL Автозапчасти Правый передний приводной вал для Mitsubishi Pajero V73 L 200 MONTERO MR453384
Информация о продукте Фирменное наименование Кингстил Наименование продукта Прив...

Kingsteel Car Parts Автомобильный водяной насос для Toyota Prius ZVW40 50 2015 161A0-29015 Водяной насос
Информация о продукте Фирменное наименование Кингстил Наименование продукта Водя...

Задний правый газовый амортизатор для NISSAN Primera (арт. 334056, 5530072JR6, 65516) ООО Гуанчжоу Цзиньюй Автозапчасти
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Elysion (арт. 51460-SFE-003, 51460-SJK-003, 51460-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Задний левый амортизатор для NISSAN Primera, SUNNY II (N13) (арт. OEM 334057, 553033F001, 65517)
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Правый нижний передний рычаг подвески для INFINITI G35, 350Z, NISSAN Skyline, Stagea, Fairlady Z (арт. 54500-AM601, 54500-AM600, 54500-AM602)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

KingSteel Оптовая торговля автозапчастями Автозапчасти для Nissan Kia Ford Hyundai Mazda Mitsubishi Chevrolet Kia Suzuki Honda Toyota Parts
Информация о продукте Фирменное наименование КingSteel Наименование продукта Авт...

KingSteel Китайский оптовый продавец Японские автозапчасти Высококачественный тормозной диск для Toyota Hiace TRH20# 212 22 LH20 05 43521-26190
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Тор...

В наличии OEM 43560-26010 Автозапчасти Передний мост Коробка передач Левый правый подшипник ступицы колеса для TOYOTA Hiace Commuter Regius Van
Информация о продукте Фирменное наименование Кингстил Наименование продукта Руле...

Амортизаторы Kingsteel (ООО Гуанчжоу Цзиньюй Автозапчасти) для корейских и японских автомобилей: Toyota, Mitsubishi, Hyundai, Suzuki, Nissan Patrol Y61, Mazda 3
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Автозапчасти бренда Kingstel Опоры двигателя Все опоры двигателя для Toyota Hyundai Honda Suzuki Mitsubishi Laxus Nissan Ford Chevrolet Isuzu
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Опо...

Оптовая цена Автомобильный гидравлический усилитель рулевого управления Реечная рулевая коробка для MERCEDES-BENZ W211 S211 2114602400 211 460 24 00
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Правый верхний передний рычаг подвески для Honda Elysion / Odyssey (арт. 51450-SFE-003, 51450-SJK-003, 51450-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Передний правый амортизатор KYB (арт. OE 333310, 333311, 341279) для NISSAN Almera, Bluebird, Sylphy, Pulsar, Sentra, Sunny, Wingroad
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Профессиональный автоэлектрический усилитель рулевого управления, рулевая рейка для MERCEDES-BENZ E 200 W211 E63 AMG 2114603200 LHD
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...
-


-


-
-


-


WhatsApp

-
WeChat
