
Продукция









Оптовая продажа деталей подвески автомобиля Верхний нижний шаровой шарнир 40110-1LB0A 40160-1LB0A для Nissan Patrol Y62 VK56DE 2010 Левый Склад
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарнирный соединитель Модель автомобиля для Nissan Patrol Y62 VK56DE 2010 Минимальный заказ 20 ШТ Преимущество Японская технология Гарантия 1 год Образец Доступный Цена Вести переговоры Статус В ...
Описание
маркер
Информация о продукте
| Фирменное наименование | Кингстил |
| Наименование продукта | Шарнирный соединитель |
| Модель автомобиля | для Nissan Patrol Y62 VK56DE 2010 |
| Минимальный заказ | 20 ШТ |
| Преимущество | Японская технология |
| Гарантия | 1 год |
| Образец | Доступный |
| Цена | Вести переговоры |
| Статус | В наличии |
| Материал | Сталь |
| Приложение | Запчасти для автомобильной подвески |
| Номер OEM | 40110-1LB0A 40160-1LB0A |
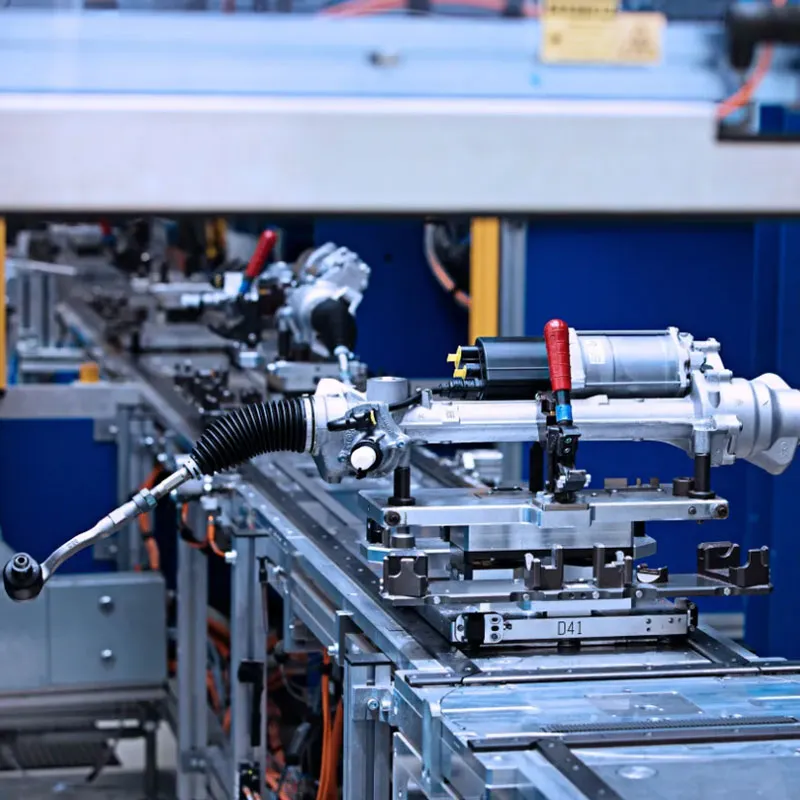
Процесс производства верхних и нижних шаровых шарниров автомобильных рычагов управления выглядит следующим образом:
1. Резка материала: выбираются материалы, такие как легированная сталь SCM435. Заготовки разрезаются по проектным размерам, получаются черновые заготовки для корпусов шаровых шарниров и шаровых штифтов.
2. Обработка деталей: грубо вырезанные гнезда шаровых шарниров придают форму на токарных станках, просверливают для формирования шаровых канавок с припуском 0,5-1 мм, затем точно обрабатывают и шлифуют на обрабатывающих центрах. Грубо вырезанные шаровые штифты обрабатывают на токарных станках для формирования штифта и шаровой головки с припуском 0,5-1 мм для штифта. с запасом 1-2 мм для шаровой головки. Затем на обрабатывающем центре выполняется точная обработка и снятие фаски соединительных точек.
3. Термообработка: седло шаровой головки и штифт шаровой головки помещаются в печь для термообработки, нагреваются до 850±10℃, а затем закаливаются в масле. Затем они повторно нагреваются до 200±10℃ для отпуска, достигая твердости HRC37-41.
4. Обработка поверхности: удалите поверхностные оксидные слои наждачной бумагой, затем выполните тонкое шлифование и полировку. Нанесите цинк-никелевое гальваническое покрытие на оба шаровых гнезда и штифты для повышения коррозионной стойкости.
5. Сборка шарового шарнира: верхнее и нижнее шаровые седла изготавливаются из полиоксиметилена. Верхнее седло вдавливается в втулку, после чего последовательно вставляются шаровой штифт, нижнее седло и внутренняя уплотнительная крышка. Фланец на нижнем отверстии втулки загибается внутрь для позиционирования. Затем собранный шаровой шарнир помещается в печь при температуре 110 °C на 20 минут, после чего его оставляют остывать в естественных условиях.
6. Окончательная сборка: нагрейте корпус шаровой головки. После расширения паза шарика вставьте шаровую головку штифта шаровой головки в паз, чтобы завершить сборку.
7. Контроль качества: проведите испытания образцов в солевом тумане для оценки коррозионной стойкости. Одновременно визуально осмотрите поверхности на наличие дефектов, таких как трещины.
8. Упаковка готовой продукции: нанесите антикоррозионное масло на шаровые головки без дефектов перед упаковкой и хранением.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Правый нижний передний рычаг подвески для Nissan Kicks, Micra, Versa, Sedan (арт. 54500-5RB0C, 54500-5RA0D, 54500-5RL1A, 54500-5RL1B) | KINGSTEEL
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Амортизаторы Kingsteel (ООО Гуанчжоу Цзиньюй Автозапчасти) для корейских и японских автомобилей: Toyota, Mitsubishi, Hyundai, Suzuki, Nissan Patrol Y61, Mazda 3
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Задний правый газовый амортизатор для NISSAN Primera (арт. 334056, 5530072JR6, 65516) ООО Гуанчжоу Цзиньюй Автозапчасти
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Kingsteel Car Parts Автомобильный водяной насос для Toyota Prius ZVW40 50 2015 161A0-29015 Водяной насос
Информация о продукте Фирменное наименование Кингстил Наименование продукта Водя...

Elysion (арт. 51460-SFE-003, 51460-SJK-003, 51460-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

KINGSTEEL OEM 43403-12040 Оптовая продажа автозапчастей Шарнир равных угловых скоростей Шарнир вала Alex CV Шарнир CV Внутренний для Toyota Corolla SED LB WG AE92 EE9 89-91
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

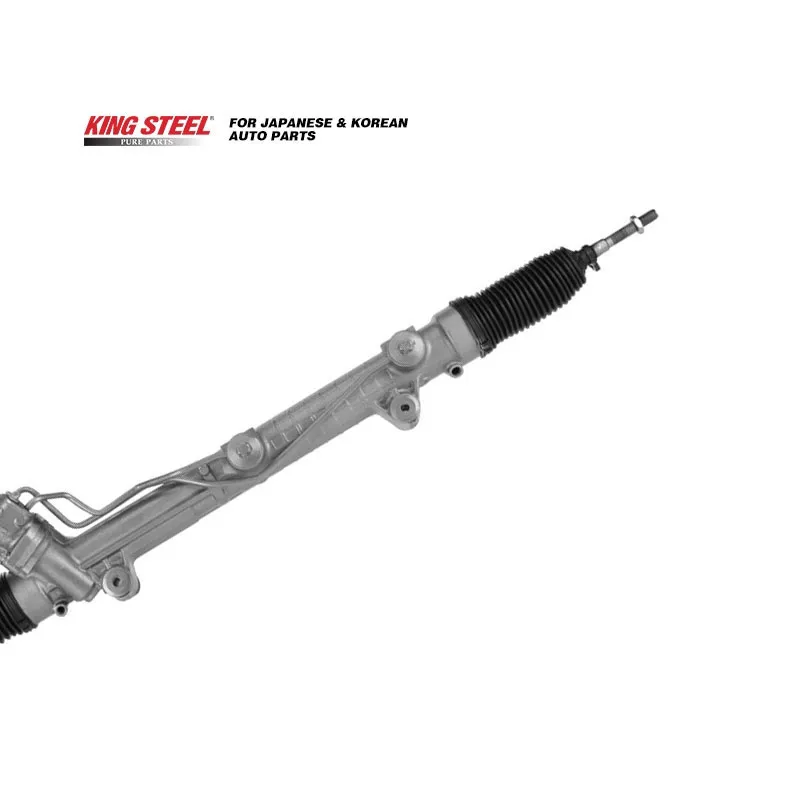
Оптовая цена Автомобильный гидравлический усилитель рулевого управления Реечная рулевая коробка для MERCEDES-BENZ W211 S211 2114602400 211 460 24 00
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Правый верхний передний рычаг подвески для Honda Elysion / Odyssey (арт. 51450-SFE-003, 51450-SJK-003, 51450-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Амортизатор подвески OEM 48540-06400 для LEXUS ES240, ES350, TOYOTA Camry
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

KINGSTEEL Стабилизаторная тяга OEM 48810-0K010 48820-0K030 Запасные части для автомобилей Стабилизаторная тяга Передняя левая правая стабилизаторная тяга для Toyota Hilux, Vigo, 4Runner, Lexus
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Ста...

Передний правый амортизатор KYB (арт. OE 333310, 333311, 341279) для NISSAN Almera, Bluebird, Sylphy, Pulsar, Sentra, Sunny, Wingroad
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Лучшая цена Гидравлическая система автоматического рулевого управления Рулевой механизм Коробка рулевого управления с гидроусилителем Рулевая рейка с гидроусилителем Для MITSUBISHI L200 TRITON RHD 4410A604
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

Топливный насос KINGSTEEL OEM 0580453484 0580454001 E2068 2068 Высококачественный универсальный топливный насос для Bosch Chevrolet Optra Aveo
Информация о продукте Фирменное наименование Кингстил Наименование продукта Топл...

В наличии OEM 43560-26010 Автозапчасти Передний мост Коробка передач Левый правый подшипник ступицы колеса для TOYOTA Hiace Commuter Regius Van
Информация о продукте Фирменное наименование Кингстил Наименование продукта Руле...

KINGSTEEL OEM 44310-0K010 443100K010 Автозапчасти Оригинальный высококачественный гидравлический насос усилителя руля для TOYOTA HILUX TGN15 2TR
Информация о продукте Название бренда Kingsteel Название продукта Насос гидроуси...

KingSteel Оптовая торговля автозапчастями Автозапчасти для Nissan Kia Ford Hyundai Mazda Mitsubishi Chevrolet Kia Suzuki Honda Toyota Parts
Информация о продукте Фирменное наименование КingSteel Наименование продукта Авт...
-


-


-
-


-


WhatsApp

-
WeChat
