
Продукция









")
")
")
")
")
Elysion (арт. 51460-SFE-003, 51460-SJK-003, 51460-SYK-003)
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер OEM 51460-SFE-003, 51460-SJK-003, 51460-SYK-003 Марка автомобиля для Honda Odyssey / Elysion Преимущества Японская технология Срок доставки 7-30 дней Порт отгрузки Гуанчжоу, ...
Описание
маркер
Информация о продукте
| Бренд | Kingsteel |
| Название продукта | Рычаг подвески |
| Номер OEM | 51460-SFE-003, 51460-SJK-003, 51460-SYK-003 |
| Марка автомобиля | для Honda Odyssey / Elysion |
| Преимущества | Японская технология |
| Срок доставки | 7-30 дней |
| Порт отгрузки | Гуанчжоу, Нинбо, Шанхай |
| Условия оплаты | T/T, L/C, MoneyGram |
| Место установки | Левый верхний |
| Минимальный объем заказа | 10 шт. |
| Образец | В наличии |
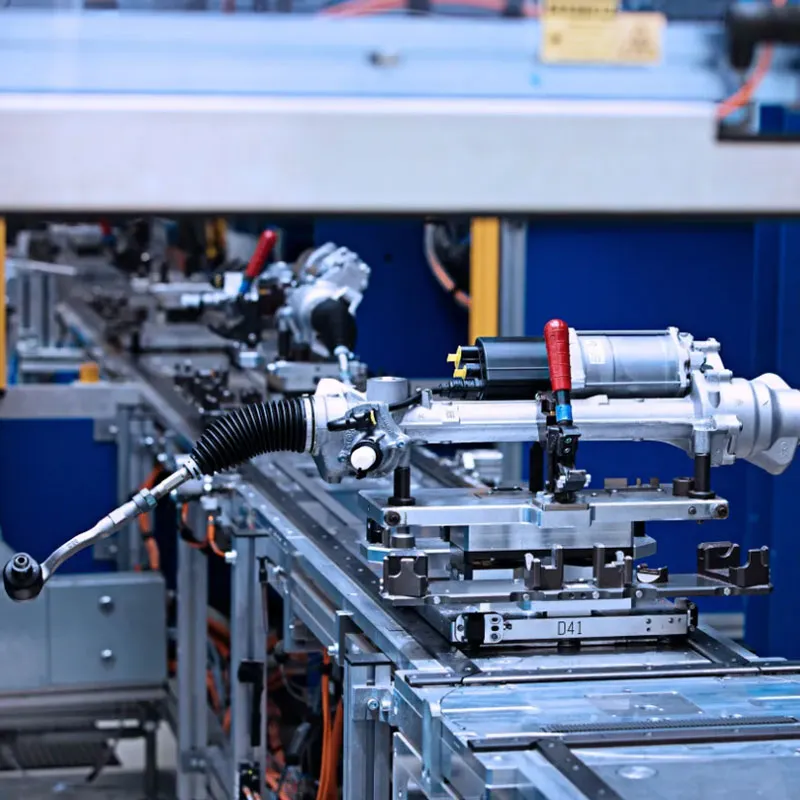
Технологический процесс производства рычагов подвески (важных несущих компонентов ходовой части автомобиля, требующих высокой прочности и усталостной выносливости) адаптируется к материалу (как правило, высокопрочная сталь или алюминиевый сплав) и эксплуатационным требованиям. Основной процесс можно разделить на следующие этапы, каждый из которых требует строгого контроля точности и прочности:
I. Подготовка и предварительная обработка сырья
Выбор сырья: Основные материалы включают высокопрочную легированную сталь (например, марки Q345, 20MnB5) или алюминиевые сплавы (например, сплавы серии 6xxx). Форма поставки материала (лист, труба или кованая заготовка) определяется исходя из требований к несущей способности рычага.
Процессы предварительной обработки:
1.Входной контроль сырья (проверка сертификатов, химического состава, механических свойств).
2.Очистка поверхности (дробеструйная обработка или травление для удаления окалины и загрязнений).
II. Формовка заготовок (основной процесс)
Конструкция рычагов подвески обычно представляет собой «стержень + посадочные места для втулок/шаровых шарниров». При формовке заготовок используются различные процессы в зависимости от выбранного материала:
а) Стальные рычаги подвески:
Ковка (горячая штамповка): Применяется для рычагов со сложной геометрией и высокой нагрузкой.
Нагрев заготовки до температуры ковки.
Штамповка в закрытых штампах для придания формы.
Обрезка облоя и калибровка.
Штамповка (холодная/горячая): Применяется для более простых конструкций при массовом производстве.
Резка листового металла.
Штамповка с последующей гибкой.
б) Рычаги подвески из алюминиевого сплава:
Экструзия (прессование): Для получения профилей постоянного сечения.
Ковка: Основной метод для получения высокопрочных заготовок сложной формы.
III. Механическая обработка (для обеспечения точности установки)
Посадочные места рычагов (отверстия под втулки, гнезда шаровых шарниров) требуют высокой точности (допуск обычно ≤0,1 мм) и обрабатываются на станках с ЧПУ.
Основные процессы:
1.Фрезерование базовых и крепежных плоскостей.
2.Сверление и растачивание отверстий.
3.Нарезание резьбы.
Оборудование: Фрезерные станки с ЧПУ и обрабатывающие центры для комплексной обработки и минимизации погрешностей установки.
IV. Термообработка (для повышения прочности и усталостной стойкости)
Выбор процесса зависит от материала и направлен на оптимизацию механических свойств.
Стальные рычаги подвески:
1.Объемная закалка с последующим высокотемпературным отпуском для обеспечения оптимального сочетания прочности и вязкости.
2.Локальная закалка ТВЧ (токами высокой частоты) критически нагруженных зон (например, отверстий).
Алюминиевые рычаги подвески:
1.Термообработка на твердый раствор с последующим искусственным старением (состояние T6).
V. Обработка поверхности (для защиты от коррозии)
Рычаги подвески постоянно подвергаются воздействию дорожной среды, поэтому требуется надежная защита.
Стальные рычаги подвески:
1.Электрофоретическое грунтование (катодное электрофорезное покрытие).
2.Порошковое окрашивание.
3.Цинкование (гальваническое или термодиффузионное).
Рычаги подвески из алюминиевого сплава:
1.Анодирование.
2.Нанесение полимерных покрытий.
VI. Сборка и проверка (финальный контроль качества)
Процесс сборки: В подготовленные отверстия рычага запрессовываются резиновые/полиуретановые втулки и шаровые шарниры (если поставляются отдельно). Критические соединения выполняются с натягом или фиксируются болтами для предотвращения самоослабления.
Контроль готового изделия:
1.Контроль размеров (координатно-измерительная машина, КИМ).
2.Контроль механических свойств (выборочные испытания на статическую прочность).
3.Визуальный контроль и испытания на коррозионную стойкость (солевой туман).
4.Испытания на динамическую выносливость (стендовые испытания на усталость).
Указанные технологические этапы корректируются с учетом совместимости рычага подвески с моделью автомобиля (например, разницы в нагрузках между легковым автомобилем и внедорожником) и целевых показателей стоимости (при массовом производстве — штамповка/экструзия, для премиальных моделей — ковка). Основное внимание уделяется трем ключевым требованиям: прочность, точность и коррозионная стойкость.
")
")
")
")
")
")
")
связаться с нами
Сопутствующие популярные продукты

KINGSTEEL OEM 43403-12040 Оптовая продажа автозапчастей Шарнир равных угловых скоростей Шарнир вала Alex CV Шарнир CV Внутренний для Toyota Corolla SED LB WG AE92 EE9 89-91
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

Лучшая цена Гидравлическая система автоматического рулевого управления Рулевой механизм Коробка рулевого управления с гидроусилителем Рулевая рейка с гидроусилителем Для MITSUBISHI L200 TRITON RHD 4410A604
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

В наличии OEM 43560-26010 Автозапчасти Передний мост Коробка передач Левый правый подшипник ступицы колеса для TOYOTA Hiace Commuter Regius Van
Информация о продукте Фирменное наименование Кингстил Наименование продукта Руле...

Профессиональный автоэлектрический усилитель рулевого управления, рулевая рейка для MERCEDES-BENZ E 200 W211 E63 AMG 2114603200 LHD
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

KingSteel Китайский оптовый продавец Японские автозапчасти Высококачественный тормозной диск для Toyota Hiace TRH20# 212 22 LH20 05 43521-26190
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Тор...

Оптовая продажа деталей подвески автомобиля Верхний нижний шаровой шарнир 40110-1LB0A 40160-1LB0A для Nissan Patrol Y62 VK56DE 2010 Левый Склад
Информация о продукте Фирменное наименование Кингстил Наименование продукта Шарн...

Правый нижний передний рычаг подвески для Nissan Kicks, Micra, Versa, Sedan (арт. 54500-5RB0C, 54500-5RA0D, 54500-5RL1A, 54500-5RL1B) | KINGSTEEL
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Запасные части автомобилей высшего качества Марка 58001-4AA26 58101-26A00 58101-39A20 Передние керамические тормозные колодки для HYUNDAI H100 1997-2000 Полуметаллические тормозные колодки
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Тор...

Правый нижний передний рычаг подвески для NISSAN Pulsar, Sentra, Sylphy, Tiida (арт. 54500-3ST0A) KINGSTEEL
Информация о продукте Бренд Kingsteel Название продукта Рычаг подвески Номер O...

Амортизаторы Kingsteel (ООО Гуанчжоу Цзиньюй Автозапчасти) для корейских и японских автомобилей: Toyota, Mitsubishi, Hyundai, Suzuki, Nissan Patrol Y61, Mazda 3
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

Заводская цена Японский автомобильный запасной гидравлический авторулевой редуктор Рулевая рейка и шестерня для TOYOTA HIACE 44200-26520
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Рул...

KINGSTEEL OEM 48706-60040 4870660040 Оригинальные высококачественные китайские автозапчасти Втулка подвесного рычага для Toyota Land Cruiser FZJ100
Информация о продукте Фирменное наименование KINGSTEEL Наименование продукта Вту...

Автозапчасти бренда Kingstel Опоры двигателя Все опоры двигателя для Toyota Hyundai Honda Suzuki Mitsubishi Laxus Nissan Ford Chevrolet Isuzu
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Опо...

Амортизатор подвески OEM 48540-06400 для LEXUS ES240, ES350, TOYOTA Camry
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...

KINGSTEEL OEM 44310-0K010 443100K010 Автозапчасти Оригинальный высококачественный гидравлический насос усилителя руля для TOYOTA HILUX TGN15 2TR
Информация о продукте Название бренда Kingsteel Название продукта Насос гидроуси...

Передний правый амортизатор KYB (арт. OE 333310, 333311, 341279) для NISSAN Almera, Bluebird, Sylphy, Pulsar, Sentra, Sunny, Wingroad
Информация о продукте Фирменное наименование Kingsteel Наименование продукта Амо...
-


-


-
-


-


WhatsApp

-
WeChat
